
-
TECHNICKÉ PROFESE
Personální Management & Podnikový Marketing -

PRACOVNÍCI VE VÝROBĚ
Personální Management & Podnikový Marketing -

SVÁŘEČ & SVAŘOVÁNÍ
Personální Management & Podnikový Marketing -

OBRÁBĚČ & OBRÁBĚNÍ
Personální Management & Podnikový Marketing -

HLEDÁTE DODAVATELÉ ?
Personální Management & Podnikový Marketing -

POTŘEBUJETE ZAKÁZKY ?
Personální Management & Podnikový Marketing -

HLEDÁTE PRACOVNÍKY ?
Personální Management & Podnikový Marketing
- 1
- 2
- 3
- 4
- 5
- 6
- 7
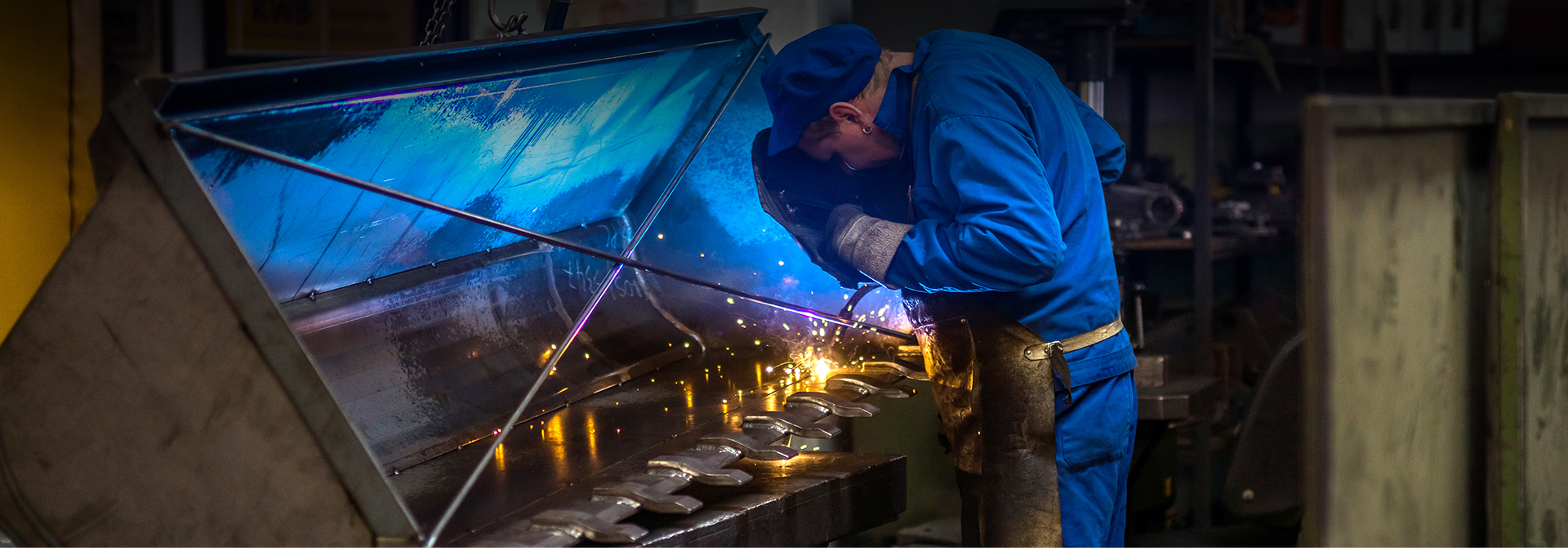
SVAŘOVÁNÍ


SVAŘOVÁNÍ VE VÝROBĚ
—
Svařování nebo sváření je proces, který slouží k vytvoření trvalého, nerozebíratelného spoje dvou a více součástí. Při svařování je nutné působit buď tlakem, teplem nebo oběma faktory najednou. Svařovat lze kovové i nekovové materiály, materiály podobných i různých vlastností. Ale pro různé typy spojů a materiálů jsou vhodné jiné metody svařování. Při svařování dojde vždy ke změně fyzikálních nebo mechanických vlastností základního materiálu (spojovaného) v okolí spoje. Osoba, která se profesně zabývá svařováním kovů, se označuje jako svářeč.
Svařovací práce jsou z hlediska bezpečnosti a ochrany zdraví velmi rizikové, protože dochází k souběžné existenci vícenásobných pracovních rizik. Svářeči jsou ohroženi i vyšším počtem úrazů a nemocí z povolání.
—
ZPŮSOVY SVAŘOVÁNÍ
1. Definice svařovacích poloh / 2. Rozdělení svařování podle směru a polohy / 3. Metódy svařování
—
1. Definice svařovacích poloh
Polohy při svařování jsou normovány v ČSN EN ISO 6947
- vodorovná shora – (elektroda svisle) – symbol PA
- vodorovná šikmo shora – (elektroda pod 45°) – symbol PB
- vodorovná na svislé stěně – (elektroda vodorovně) – symbol PC
- šikmo nad hlavou – (elektroda pod 45°, nahoru) – symbol PD
- nad hlavou – (elektroda svisle, nahoru) – symbol PE
- na svislé stěně nahoru – (elektroda vodorovně) – symbol PF
- na svislé stěně dolů – (elektroda vodorovně) – symbol PG
- svařování nahoru k vrcholu svaru – symbol H-L045
- svařování od vrcholu svaru dolů – symbol J-L060
2. Rozdělení dle směrů svařování
- vpřed – osa elektrody svírá se směrem svařování tupý úhel(110–125°)
- vzad – osa elektrody svírá se směrem svařování ostrý úhel (60–70°)
3. Metódy svařování
Tavné svařování
- Svařování elektrickým obloukem.
Obloukové svařování
- Ruční obloukové svařování obalenou elektrodou
- Obloukové svařování tavící se elektrodou v ochranné atmosféře
Pod názvem obloukové svařování tavící se elektrodou v ochranné atmosféře se skrývá několik metod založených na stejném principu při použití různých typů svařovacích drátů a ochranných plynů:
- plnou elektrodou v inertním plynu (v Česku užívaná zkratka MIG; metoda 131 podle ISO 4063),
- plnou elektrodou v aktivním plynu (v Česku užívaná zkratka MAG; metoda 135 podle ISO 4063),
- plněnou elektrodou v aktivním plynu (metoda 132 podle ISO 4063),
- plněnou elektrodou v inertním plynu (metoda 136 podle ISO 4063).
Svařování pod tavidlem
Metoda automatického svařování pod tavidlem (používaná česká zkratka APT; metody skupiny 12 podle ISO 4063 byla vyvinuta za účelem dosažení vysokého výkonu odtavení při svařování velmi dlouhých svarů při stavbě lodí, mostů, trub a tlakových nádob z plechů větších tlouštěk. Je to plně automatizovaná metoda obloukového svařování, kdy je svarová lázeň chráněna plyny vzniklými při hoření a tavením tavidla ve svarové lázni.
Svařování atomárním vodíkem
Elektronové svařování
Aluminotermické svařování kolejnic, jinak též svařování termitem
Tlakové svařování je charakterizováno působení, jak tlaku tak tepla za vzniku plastických deformací
a ke spojení dochází i při částečně natavených materiálech.
Odporové svařování se používá pro spojení dvou materiálů položených na sobě. Tato metoda se nejčastěji používá k bodování ocelových plechů nebo spojení drátů do mříží resp. sítí.
- Nejčastěji se užívá bodového odporového svařování metoda 21 podle ISO 4063, při kterém vznikne svar přibližně o velikosti elektrod.
- Švové odporové svařování metoda 22 podle ISO 4063 se spojují plechy dlouhým svarem za pohybu kotoučových elektrod.
Svařování třením využívá tepelné energie, která vzniklá při tření dvou ploch.
Difúzní svařování
Svařování výbuchem
Tlakové svařování za studena. Přiváděnou energií je pouze tlak a ke spojení dojde v tuhém stavu materiálů.
Ultrazvukové svařování (metoda 41 podle ISO 4063) využívá mechanického rozkmitání o vysoké frekvenci při současném působení tlakové síly, která zajišťuje přenos kmitů z tzv. sonotrod do spojovaných materiálů.
Svařování tlakem za studena (metoda 48 podle ISO 4063 probíhá při přiblížení povrchů svařovaných těles na vzdálenosti atomů v mřížkách, kterého je dosaženo za působení vysokého tlaku řádově v 103 MPa. V dotčené oblasti musí být dosaženo minimálně 60 % plastické deformace, tzv. tečení.
Pro svařování plastů se výhradně používají termoplasty, proto se používá pojem svařování termoplastů. Při svařování termoplastů nedochází v tavenině k zásadní přeměně materiálu.
Zdroj: https://cs.wikipedia.org/wiki/Sva%C5%99ov%C3%A1n%C3%AD
—
BEZPEČNOST PŘI SVAŘOVÁNÍ
1. Bezpečnost při svařování / 2. Zdravotní rizika
—
1. Bezpečnost při svařování
Svařovací práce jsou z hlediska bezpečnosti a ochrany zdraví velmi rizikové. Svářeči jsou ohroženi i vyšším počtem úrazů a nemocí z povolání. S ohledem na požární bezpečnost je svařování vysoce riziková činnost, protože při ní dochází k práci za vysokých teplot.
2. Zdravotní rizika
Obecná zdravotní rizika
Přii tavném svařování hrozí rizika popálení odstřikujícího kovu, okují i strusky ze svarové lázně, a dále dotyku s horkými svařovanými částmi. Proto je nutné, aby svářeč a osoby nacházející se na stanovišti byly adekvátně ochráněny osobními ochrannými pracovními prostředky z nehořlavých materiálů, tj. svářecí zástěru, rukavice, pokrývku hlavy a ochranné brýle.
Vliv kovové páry
Za vysokých teplot při svařování vznikají také toxické dýmové zplodiny (kovové páry, aerosoly, plyny a prachové částice). Dýmové zplodiny proto musí být velmi dobře odvětrávány. Pracovníci v kovozpracujícím průmyslu často trpí příznaky podobnými příznakům chřipky (rýma, bolení v krku, zvýšená teplota, zimnice, nevolnost, bolesti hlavy). Jejich příčinou je právě vdechování kovových par vznikajících při svářecích procesech. Kovové páry jsou pouhým okem neviditelné. Vznikají při sváření a to buď odpařováním přídavného drátu (ochranné atmosféry) nebo základního kovu (pokud se jedná o legované materiály).
Ochrana před výpary ze svařovacích procesů
Existují dva typy ochrany před kovovými parami, statické a mobilní. Statické systémy, které jsou zabudované v dílnách a výrobních provozech, kde je odvětrávání zajištěno filtrační odsávací jednotkou a systémem potrubí a flexibilních odsávacích ramen přímo nad pracovištěm, kde se svařuje.
Hluk
Některé procesy svařování a řezání jsou doprovázeny vysokou hladinou hluku.
Zrak
Při obloukovém svařování je nutná ochrana proti ultrafialovému záření, které je emitováno při hoření elektrického oblouku jako vedlejší efekt. Nutnou ochranou je použití svářečské kukly s odpovídajícím filtrem podle ČSN EN 169. V současné době jsou na trhu dostupné helmy s automaticky ztmavovaným filtrem podle ČSN EN 379+A1. Při svařování plamenem postačují svářečské brýle s odpovídajícím filtrem podle ČSN EN 169.
Elektrický proud
Při obloukovém svařování hrozí zejména riziko úrazu elektrickým proudem.
Požární bezpečnost
Jedním z největších rizik svařování z hlediska požární ochrany jsou odstřikující kousky roztaveného kovu a strusky, které mohou způsobit požár. V případě plamenového svařování je riziko zvýšeno použitím otevřeného ohně. Při svařování, řezání nebo tepelném zpracování (předehřev, dohřev) se používají hořlavé plyny, např. acetylenu, Propan-butanu, vodíku, metanu a dalších, které ve směsi se vzduchem nebo s kyslíkem tvoří výbušnou směs. Proto je nutné dbát opatrnosti při manipulaci a používání tlakových lahví.
Zdroj: https://cs.wikipedia.org/wiki/Sva%C5%99ov%C3%A1n%C3%AD
—
PRODEJ A KOUPĚ
SVÁŘEČSKÉ TECHNIKY A OCHRANNÝCH PROSTŘEDKŮ
Ochranné rukavice, brýle, pracovní obuv, vesta, bunda a kalhoty. Svařovací technika, svařovací brýle, helma, rukavice, svařovací materiál a další...
—




—
SVAŘOVÁNÍ
Technicképrofese.cz![]()
VSTUP PRO PARTNERY








PERSONÁLNÍ A PODNIKOVÝ MARKETING
—
Nabízíme výrobním a strojírenským podnikům podporu v oblasti personálního managementu. Zaměřujeme se na vyhledávání nových pracovníků - svářečů, obráběčů, zámečníků, elektrikářů, řidičů nákladních automobilů a dalších pracovníků. Optimalizujeme v podniku personální marketing, který pomáhá snižovat fluktuaci pracovníků.
Rozvíjíme spolupráci s výrobními podniky, strojírenskými podniky, dopravními a logistickými společnostmi. Zaměřujeme se na činnosti, které výrazně pomáhají personálnímu managementu rozvíjet dobré jméno dopravního podniku na trhu práce a u široké veřejnosti. V případě potřeby vyhledáme a zajistíme dopravcům nové zakázky, které zvyšují vytížení jejich přepravních kapacit.
![]()
NAPIŠTE NÁM
E-mail: info(@)profesecz.cz
Odesláním emailu beru na vědomí, že společnost Ing. Mgr. Petr Černota (IČ: 64149641) použije sdělené osobní údaje pro účel vyřízení vašeho dotazu.
V případě potřeby Vás budeme kontaktovat telefonicky nebo e-mailem. Kontaktní údaje klientů ukládáme a spravujeme v souladu s nařízením GDPR.
—
 Ambrosia
Ambrosia